Tikslus inžinerijos projektavimas naudojant pažangią lazerinės pjovimo technologiją
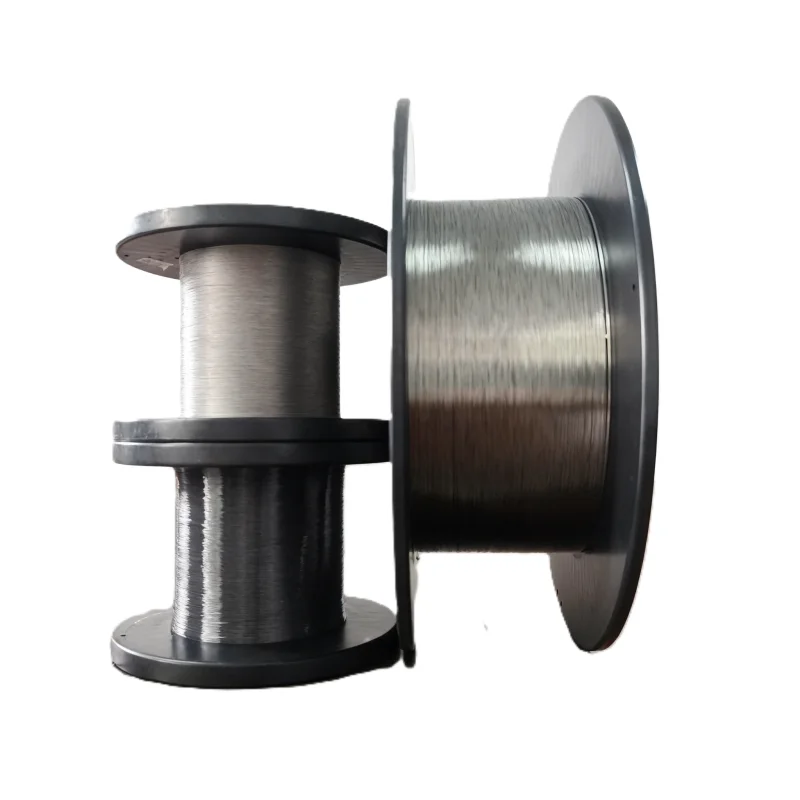
Pagrindinė savybė, kuri atskiria lazeriu pjautą nitinolio stentą nuo senesnių stentų gamybos metodų, yra nepaprasta tikslumo lygis, kurį užtikrina lazerinė gamyba. Tradicinė stentų gamyba remdavosi mechaniniais audimo, pynimo ar štampavimo procesais, kurie į galutinį produktą įvedavo kintamumą. Matmeninės nesuderinamumos, nestovios strypų pločio reikšmės ir netolygūs ląstelių kontūrai buvo laikomi neišvengiamais gamybos proceso šalutiniais reiškiniais. Lazerinis pjaustymas visiškai pašalina šiuos kompromisus. Lazeriu pjautų nitinolio stentų gamybos metu vientisas nitinolio vamzdelis pritvirtinamas prie kompiuteriu valdomos sukamosios paklotės ir apšviečiamas suskoncentruoto lazerio spindulio, kuris juda pagal CAD programoje sukurtą pjaustymo trajektoriją. Lazeris pašalina medžiagą su pjūvio pločiu, matuojamu mikrometrais, tiksliai pakartodamas programuotą modelį – tokio tikslumo negali pasiekti joks rankinis procesas. Kiekvienas gatavo stento strypas turi vienodą plotį, kiekviena ląstelė – vienodą plotą, o kiekvienas jungties mazgas – vienodą geometriją kaip visi kiti vienetai toje pačioje gamybos serijoje. Ši vienodumas yra ne tik estetinis pasiekimas. Jis turi tiesioginių mechaninių padarinių. Kai strypų plotis yra vienodas, stento veikiamoji radialinė jėga, kurią jis veikia kraujagyslės sienelę, yra vienodai paskirstyta aplink apskritimą. Neiškyla aukšto slėgio zonų, kur storesnis strypas koncentruotų jėgą į audinį, ir neiškyla silpnų zonų, kur plonesnis strypas nepateiktų pakankamos atramos. Viename radialinės jėgos paskirstymas sumažina kraujagyslės sienelės pažeidimo riziką, mažina uždegiminę reakciją ir žemina restenozės tikimybę. Lazerinis pjaustymas taip pat leidžia kurti sudėtingas ląstelių geometrijas, kurios optimaliai subalansuoja radialinę stiprybę ir išilginę lankstumą. Atviros ląstelių konstrukcijos užtikrina didesnį lankstumą ir geriau pritaikomos kreivoms anatominiams struktūroms, tuo tarpu uždaros ląstelių konstrukcijos suteikia vienodesnę atraminę konstrukciją ir geriau dengia planką. Kadangi lazerinis pjaustymas vienodai tiksliai gali įvykdyti abi šias konstrukcijas, gamintojai gali siūlyti įvairias konfigūracijas, pritaikytas tam tikroms klinikinėms aplikacijoms, neprarandami gamybos kokybės. Be to, šiuolaikiniai pluoštiniai lazeriai sukuria minimalią šiluminės įtakos zoną, kuri išsaugo nitinolio lydinio kristalinę mikrostruktūrą pjūvio kraštuose. Tai yra esminis faktorius, nes nitinolio superelastingumas ir formos atmintis priklauso nuo tikslaus jo mikrostruktūros fazinės transformacijos elgsenos. Pjūvio metu kilusi šiluminė žala gali pakeisti transformacijos temperatūras ir pabloginti mechanines savybes. Minimuojant šilumos įvedimą, lazerinis pjaustymas užtikrina, kad gatavas lazeriu pjautas nitinolio stentas išsaugotų visą pirminio lydinio mechanines savybes, todėl pasiekiamas tikslus našumas, kuris yra pagrindas klinikiniams bandymams ir reguliavimo institucijų dokumentams. Klientams, kurie įsigyja stentus klinikiniam naudojimui ar platinimui, toks gamybos tikslumas tiesiogiai lemia produkto patikimumą, reguliavimo institucijų pasitikėjimą ir paciento saugą.